|
Steel Ingots:
Steel ingots are manufactured by the freezing of a molten liquid (known as the melt) in a mold through bottom-up pouring. The main raw-material for manufacture of M.S. ingots are Iron & Steel Scrap, Sponge Iron, Ferro Manganese & Ferro Silicon which are fed into the induction furnace in the ratio as per Product Specification. The finish product Ingot is used as Raw-material for Re-Rolling for manufacture of Bars &Rods.
Carbon steel cast billet ingot process detail:-
The preparation to charge Cast Iron, Scrap and Sponge is done at 1250°C. Smoke of the molten disperses to air under pollution controlled environment and the slag formed on the top layer is taken off from the metal. After that Ferro-alloys like ferro silicon and silico-maganese is added to the charged product. The charging temperature in the furnace post the addition is controlled at1600 °C ± 20°C and then the molten is tapped and teemed in the mould by bottom-up pouring method. After sometime the mould is stripped off from the ingots and the ingots are carried to an open area. The laboratory activities are then done wherein, the Ingots are inspected and metallurgical testing is carried out. Finally, a batch no. is given and the MS Ingot is ready for dispatch to rolling section.
Re-Rolled Products:
We market our product Steel bars under the brand “MEGA TURBO TMT”, which is a popular brand and preferred choice of consumers in Tripura for its quality and reliability. However, the “MEGA TURBO” Trademark belongs to the Lohia Group, which includes all members of the erstwhile Lohia family. The brand enjoys high goodwill and premium in the market.
The Company has a very strong and committed network of dealers who spare no efforts to keep maintain the image of the Company and provide value-added service to the customers.
The main features of our marketing strategy are as following:
Effective Brand Extension
|
: The “MEGA TURBO” name is a well established and reputed brand in TRIPURA |
| Retail Marketing |
: Our retail network includes nearly 60 outlets spread all over TRIPURA. |
| Direct Sales |
: We have a highly experienced and committed team of sales executives who cater directly to the needs of our Corporate and Government clients. |
We have a vast profile of customers. Customers of the Company range from to reputed contractors to the retail users, from the private sector organizations to public sector undertakings. The customers of the Company can be classified into three major groups i.e. Government customers, retail users and private sector customers.
Tripura Ispat is the manufacturing franchise of KAMDHENU TMT Bars. The company has received the ISO 9001:2000 Certification Ltd. The company has granted the permission to mark ISI Certification on its products by BIS of the different Size and Grades as Fe-415, Fe-415D, Fe-500, and Fe-500D. The firm also produces TMT bars under its own brand MEGA TURBO TMT. Manufactured under the best quality control parameters these bars give high ductility, bendability and weldability and are fully equipped to resist earthquakes of high impact.
TMT bars are widely used in general purpose concrete reinforcement structures, bridges and flyovers, dams, thermal and hydel power plants, industrial structures, high-rise buildings, underground platforms in metro railways and rapid transport system etc.
The plant is automatic for hot-rolling and latest technology for the manufacture of Kamdhenu TMT Bars. The Plant is based on upgraded automated German technology system. It is ably supported by well-equipped lab managed by qualified technicians to provide real time results as regards the raw materials and finished products. The Re-Rolling Mills Comprises of a Rolling Mill Unit along with twisting facilities and other balancing equipment and
auxiliary
facilities.
The Process of rolling involves hot working on metals i.e. changing of the cross sections of feed material by way of passing it through pair of rolls at various stages for the materials to reach to desired shape and cross section. The whole operation is conducted within the temperature range and time.
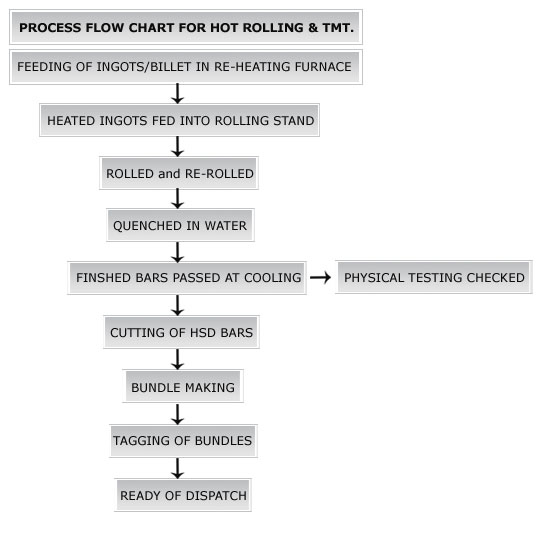
Hot Rolling & TMT Process:-
The processes involves heating of billets/ingots in a Re-heating furnace and rolling them then through a sequence of a rolling stand which progressively reduce the billets to the size and shape of bar.
After leaving the last stand of the rolling mill, the bars rolling temperature of about 950°C and they are submitted a special heat treatment.
1. Quenching Stage
2. Tempering Stage
3. Cooling Stage
Quenching Stage: -
The Quenching is partial, only until a surface layer has been transformed from austenite to marten site.
Tempering Stage: -
In this stage, this result in an automatic self-tempering process where the surface layer of marten site is tempered.
Cooling Stage: -
The third stage is “Atmospheric cooling” the austenite core is transformed to a ductile ferrite pearlite core.
The final structural consist of a combination of a strong out layer of tempered marten site and a ductile core of Ferrite-Pearlite. Strength of the bars are carefully controlled by optimizing the water pressure for their pearlite, core and tough surface of “Tempered Marten site”.
| ............................................................................................................................................................................................ |
Flowchart
MG Ingot
| ............................................................................................................................................................................................ |
MS Rods
|